技術開発ニュース No.169
- ページ: 15
-
研 究 成 果
Results of Research Activities
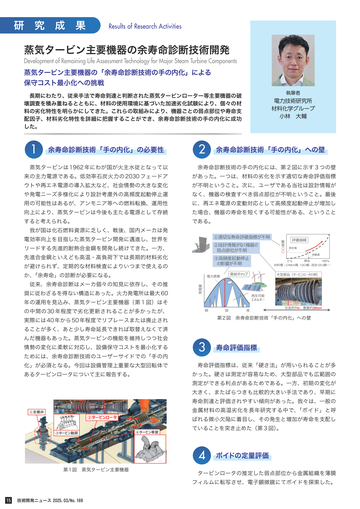
蒸気タービン主要機器の余寿命診断技術開発
Development of Remaining Life Assessment Technology for Major Steam Turbine Components
蒸気タービン主要機器の「余寿命診断技術の手の内化」による
保守コスト最小化への挑戦
執筆者
長期にわたり、従来手法で寿命到達と判断された蒸気タービンローター等主要機器の破
壊調査を積み重ねるとともに、材料の使用環境に基づいた加速劣化試験により、個々の材
料の劣化特性を明らかにしてきた。これらの取組みにより、機器ごとの弱点部位や寿命支
配因子、材料劣化特性を詳細に把握することができ、余寿命診断技術の手の内化に成功
した。
電力技術研究所
材料化学グループ
小林 大輔
1
余寿命診断技術「手の内化」の必要性
2
余寿命診断技術「手の内化」への壁
余寿命診断技術の手の内化には、第2図に示す3つの壁
来の主力電源である。低効率石炭火力の 2030 フェードア
があった。一つは、材料の劣化を示す適切な寿命評価指標
ウトや再エネ電源の導入拡大など、社会情勢の大きな変化
が不明ということ。次に、ユーザである当社は設計情報が
や発電ニーズ多様化により設計考慮外の高頻度起動停止運
なく、機器の検査すべき弱点部位が不明ということ。最後
用の可能性はあるが、アンモニア等への燃料転換、運用性
に、再エネ電源の変動対応として高頻度起動停止が増加し
向上により、蒸気タービンは今後も主たる電源として存続
た場合、機器の寿命を短くする可能性がある、ということ
すると考えられる。
である。
我が国は化石燃料資源に乏しく、戦後、国内メーカは発
①適切な寿命評価指標が不明
電効率向上を目指した蒸気タービン開発に邁進し、世界を
②設計情報がなく機器の
弱点部位が不明
リードする先進的耐熱合金鋼を開発し続けてきた。一方、
先進合金鋼といえども高温・高負荷下では長期的材料劣化
③高頻度起動停止
の影響が不明
が避けられず、定期的な材料検査によりいつまで使えるの
か、「余寿命」の診断が必要になる。
奨に従わざるを得ない構造にあった。火力発電所は最大 60
発電量
従来、余寿命診断はメーカ個々の知見に依存し、その推
評価値
大型部品(タービンロータの例)
再生可能
エネルギー
年の運用を見込み、蒸気タービン主要機器(第1図)はそ
の中間の 30 年程度で劣化更新されることが多かったが、
評価曲線
測定値
0%
寿命
100%
材料種︓CrMoV鋼、12Cr鋼、改良12Cr鋼・・・
需給ギャップ
電力需要
〇〇指標
蒸気タービンは 1962 年にわが国が火主水従となって以
朝
昼
夜
全長約7m、重量約20ton
第 2 図 余寿命診断技術「手の内化」への壁
実際には 40 年から 50 年程度でリプレースまたは廃止され
ることが多く、あと少し寿命延長できれば取替えなくて済
んだ機器もあった。蒸気タービンの機能を維持しつつ社会
情勢の変化に柔軟に対応し、設備保守コストを最小化する
ためには、余寿命診断技術のユーザーサイドでの「手の内
3
寿命評価指標
化」が必須となる。今回は設備管理上重要な大型回転体で
寿命評価指標は、従来「硬さ法」が用いられることが多
あるタービンロータについて主に報告する。
かった。硬さは測定が容易なため、大型部品でも広範囲の
測定ができる利点があるためである。一方、初期の変化が
大きく、またばらつきも比較的大きい手法であり、早期に
寿命到達と評価されやすい傾向があった。我々は、一般の
金属材料の高温劣化を長年研究する中で、「ボイド」と呼
①主要弁
②タービンロータ
③タービン動翼
ばれる微小欠陥に着目し、その発生と増加が寿命を支配し
④タービン車室
ていることを突き止めた(第3図)。
4
第 1 図 蒸気タービン主要機器
ボイドの定量評価
タービンロータの推定した弱点部位から金属組織を薄膜
フィルムに転写させ、電子顕微鏡にてボイドを探索した。
15
技術開発ニュース 2025.03/No.169
�
- ▲TOP