技術開発ニュース No.169
- ページ: 24
-
研 究 成 果
第 1 表 計測仕様
項目
センサー
CMOS(Si)
測定温度範囲
測定精度
カメラ外形寸法
カメラ質量
保護構造
カメラ消費電力
インターフェース
デジタル出力
29×29×92 ~ 116mm( レンズによる )
150 ~ 170g ( レンズによる )
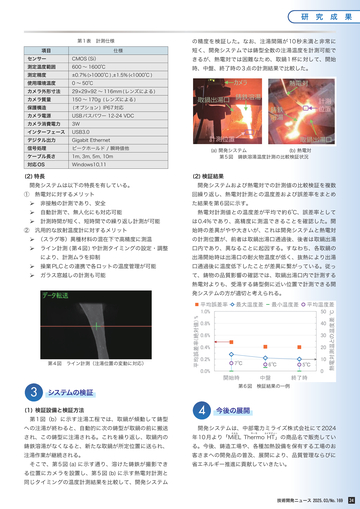
きるが、熱電対では困難なため、取鍋 1 杯に対して、開始
時、中盤、終了時の 3 点の計測結果で比較した。
カメラ
熱電対
取鍋出湯口 鋳鉄溶湯
3W
USB3.0
計測位置
Gigabit Ethernet
1m, 3m, 5m, 10m
計測
位置
鋳鉄
溶湯
USB バスパワー 12-24 VDC
ピークホールド / 瞬時値他
ケーブル長さ
短く、開発システムでは鋳型全数の注湯温度を計測可能で
0 ~ 50℃
( オプション ) IP67 対応
カメラ電源
対応 OS
600 ~ 1600℃
±0.7%(>1000℃ ),±1.5%(<1000℃ )
使用環境温度
信号処理
仕様
の精度を検証した。なお、注湯間隔が 10 秒未満と非常に
取鍋出湯口
(a) 開発システム (b) 熱電対
第 5 図 鋳鉄溶湯温度計測の比較検証状況
Windows10,11
(2) 特長
(2) 検証結果
① 熱電対に対するメリット
回繰り返し、熱電対計測との温度差および誤差率をまとめ
開発システムは以下の特長を有している。
開発システムおよび熱電対での計測値の比較検証を複数
非接触の計測であり、安全
た結果を第 6 図に示す。
自動計測で、無人化にも対応可能
熱電対計測値との温度差が平均で約 6℃、誤差率として
計測時間が短く、短時間での繰り返し計測が可能
は 0.4% であり、高精度に測温できることを確認した。開
② 汎用的な放射温度計に対するメリット
始時の差異がやや大きいが、これは開発システムと熱電対
(スラグ等)異種材料の混在下で高精度に測温
の計測位置が、前者は取鍋出湯口通過後、後者は取鍋出湯
ライン計測 ( 第 4 図 ) や計測タイミングの設定・調整
口内であり、異なることに起因する。すなわち、各取鍋の
により、計測ムラを抑制
出湯開始時は出湯口の耐火物温度が低く、抜熱により出湯
操業 PLC との連携で各ロットの温度管理が可能
口通過後に温度低下したことが差異に繋がっている。従っ
ガラス窓越しの計測も可能
て、鋳物の品質影響の確認では、取鍋出湯口内で計測する
熱電対よりも、受湯する鋳型側に近い位置で計測できる開
発システムの方が適切と考えられる。
最大温度差
最小温度差
平均温度差
50
0.8%
40
0.6%
30
0.4%
20
0.2%
7℃
6℃
5℃
0.0%
0
開始時
3
第 1 図(b)に示す注湯工程では、取鍋が傾動して鋳型
中盤
終了時
第 6 図 検証結果の一例
システムの検証
(1) 検証設備と検証方法
10
熱電対測温との温度差 ℃
第 4 図 ライン計測(注湯位置の変動に対応)
平均誤差率(絶対値) %
平均誤差率
1.0%
4
今後の展開
への注湯が終わると、自動的に次の鋳型が取鍋の前に搬送
開発システムは、中部電力ミライズ株式会社にて 2024
され、この鋳型に注湯される。これを繰り返し、取鍋内の
年 10 月より「MiEL Thermo HT」の商品名で販売してい
鋳鉄溶湯がなくなると、新たな取鍋が所定位置に送られ、
る。今後、鋳造工場や、各種加熱設備を保有する工場のお
注湯作業が継続される。
客さまへの開発品の普及、展開により、品質管理ならびに
そこで、第 5 図 (a) に示す通り、溶けた鋳鉄が撮影でき
省エネルギー推進に貢献していきたい。
ミエル
サーモ
エイチティー
る位置にカメラを設置し、第 5 図 (b) に示す熱電対計測と
同じタイミングの温度計測結果を比較して、開発システム
技術開発ニュース 2025.03/No.169
24
�
- ▲TOP