技術開発ニュース No.168
- ページ: 37
-
研 究 成 果
(2) 特長
(2) 検証結果
開発システムは以下の特長を有している。
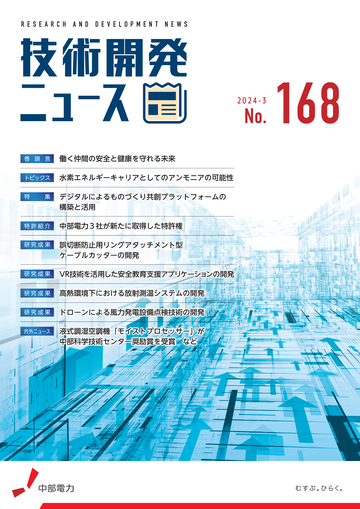
開発システムおよび市販品 A,B の放射測温値と熱電対測
① 放射率の設定が不要
温値との比較検証を複数回繰り返し、各々の熱電対測温と
対象物の材質や材料表面の色の影響を受けないため、
の誤差温度および誤差率をまとめた結果を第 5 図に示す。
材質や色に応じた放射率の設定が不要である。
開発品は、熱電対測温値との差異が平均で約 7℃、誤差
② 高精度
率として 0.5% であり、2% 前後の誤差率となった市販品
計測環境が適切であれば、フルスケールに対し ±1%
A,B に比べ、十分に高精度の測温が実現できることを確認
以下で計測できる。酸化皮膜が形成された金属表面や
した。さらに、注湯制御盤 PLC に接続して第 3 図のシステ
薄膜のスラグが混在する溶融金属にも対応できる。
ム連携も試み、自動計測が可能であることを確認した。
③ 無人化・自動化
応答が早く、カメラに対象物を捉えたタイミングで自
予めカメラを固定すれば、無人で測温し、オプション
機能で必要な機器へのデータ転送も可能である。
④ 各種加熱炉の材料の計測に対応
ガラス窓越しでの加熱炉内の被加熱物の計測や、対象
3%
240
2.6% 200
%
動検知し、温度計測が行える。対象物の計測エリアに
2%
120
1%
80
40
0.5%
物が視認でき、焦点が合えば、炎越しの計測も可能で
0%
ある。
3
160
1.7%
0
A
B
第 5 図 熱電対測温との比較結果
開発システムの検証
(1) 検証設備と検証方法
第 1 図(c)に示す注湯工程において検証を行った。取
4
その他の用途への適用
鍋が傾動して鋳型への注湯が終わると、自動的に次の鋳型
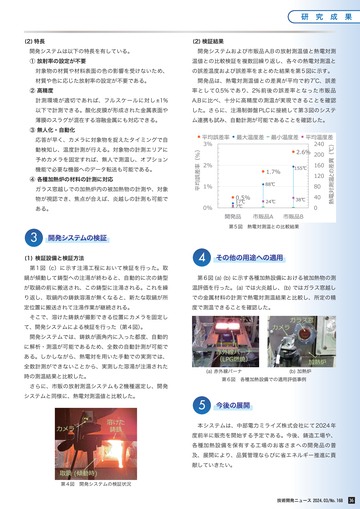
第 6 図 (a)(b) に示す各種加熱設備における被加熱物の測
が取鍋の前に搬送され、この鋳型に注湯される。これを繰
温評価を行った。(a) では火炎越し、(b) ではガラス窓越し
り返し、取鍋内の鋳鉄溶湯が無くなると、新たな取鍋が所
での金属材料の計測で熱電対測温結果と比較し、所定の精
定位置に搬送されて注湯作業が継続される。
度で測温できることを確認した。
そこで、溶けた鋳鉄が撮影できる位置にカメラを固定し
て、開発システムによる検証を行った(第 4 図)。
開発システムでは、鋳鉄が画角内に入った都度、自動的
に解析・測温が可能であるため、全数の自動計測が可能で
ある。しかしながら、熱電対を用いた手動での実測では、
全数計測ができないことから、実測した溶湯が注湯された
時の測温結果と比較した。
LPG
(a) 赤外線バーナ (b) 加熱炉
第 6 図 各種加熱設備での適用評価事例
さらに、市販の放射測温システムも 2 機種選定し、開発
システムと同様に、熱電対測温値と比較した。
5
今後の展開
本システムは、中部電力ミライズ株式会社にて 2024 年
度前半に販売を開始する予定である。今後、鋳造工場や、
各種加熱設備を保有する工場のお客さまへの開発品の普
及、展開により、品質管理ならびに省エネルギー推進に貢
(
)
献していきたい。
第 4 図 開発システムの検証状況
技術開発ニュース 2024.03/No.168
36
�
- ▲TOP